詳細信息
詳細信息:
輸送機支架焊條電弧焊的焊接方法:
(1)引弧
劃擦法---先將焊條對準焊件,再將焊條像劃火柴似的在焊件表面輕輕劃擦,引燃電弧,然后迅速將焊條提起2-4mm,并使之穩定燃燒,
敲擊法---將焊條末端對準焊件,然后手腕下彎,使焊條輕微碰一下焊件,再迅速將焊條提起2~4mm,引燃電弧后手腕放平,使電弧保持穩定燃燒。這種引弧方法不會使焊件表面劃傷,又不受焊件表面大小、形狀的限制,所以是在生產中主要采用的引弧方法。但操作不易掌握,需提高熟練程度。
引弧時需注意如下事項:
1)引弧處應無油污、水銹,以免產生氣孔和夾渣。
2)焊條在與焊件接觸后提升速度要適當,太快難以引弧,太慢焊條和焊件粘在一起造成短路。
(2)運條
運條是焊接過程中很重要的環節,它直接影響焊縫的外表成形和內在質量。電弧引燃后,一般情況下焊條有三個基本運動:朝熔池方向逐漸送進、沿焊接方向逐漸移動、橫向擺動。
焊條朝熔池方向逐漸送進---既是為了向熔池添加金屬,也為了在焊條熔化后繼續保持電弧長度,因此焊條送進的速度應與焊條熔化的速度相同。否則,會發生斷弧或粘在焊件上。
焊條沿焊接方向移動---隨著焊條的不斷熔化,逐漸形成一條焊道。若焊條移動速度太慢,則焊道會過高、過寬、外形不整齊,焊接薄板時會發生燒穿現象;若焊條的移動速度太快,則焊條與焊件會熔化不均勻,焊道較窄,甚至發生未焊透現象。焊條移動時應與前進方向成70—80度的夾角,以使熔化金屬和熔渣推向后方,否則熔渣流向電弧的前方,會造成夾渣等缺陷。
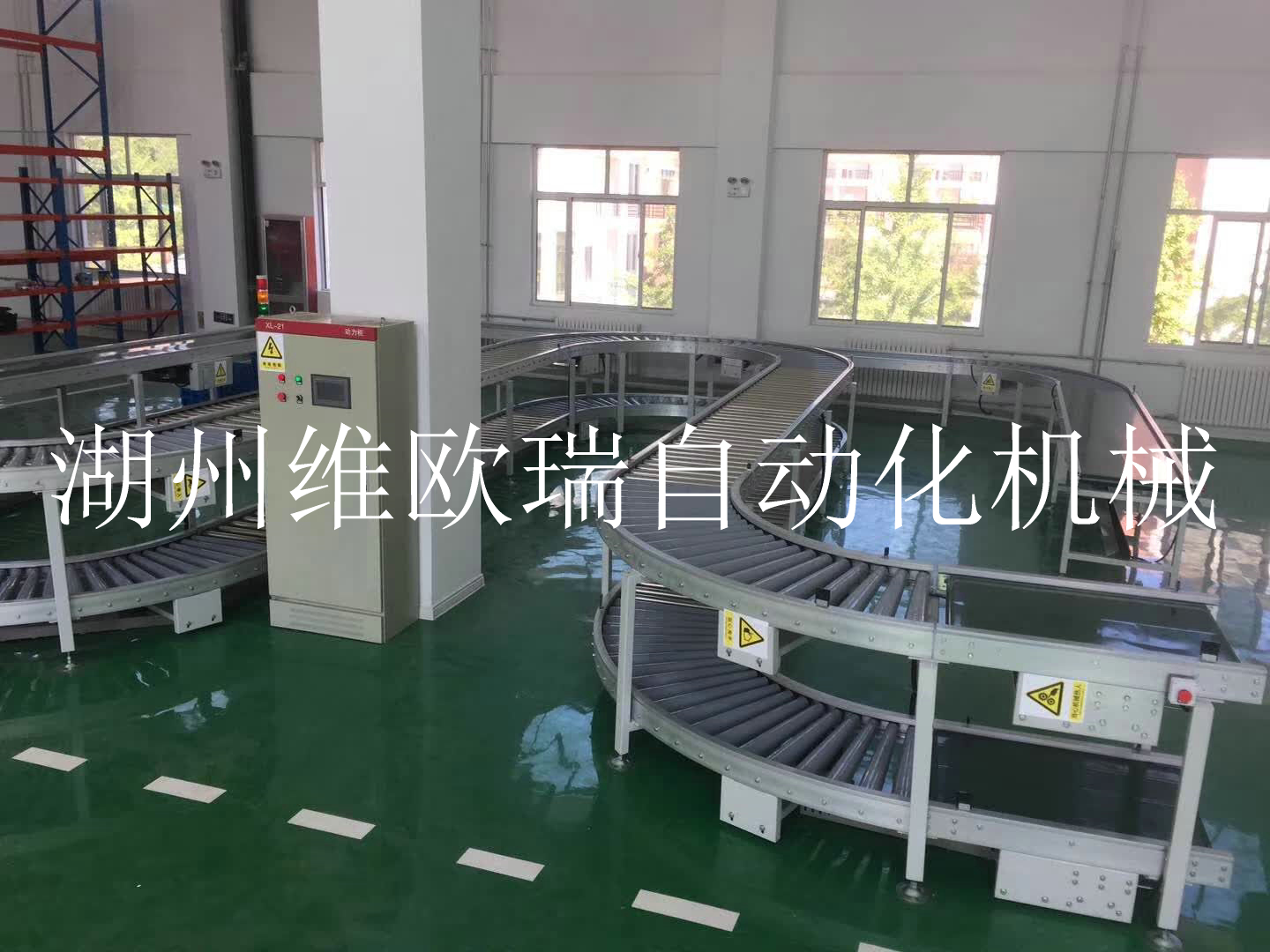
輸送機產品圖片:

產品出自于:http://www.shaitujx.cn/proshow-12314.html
[返回] 輥筒輸送機
湖州維歐瑞自動化機械設備有限公司 地址:湖州市南潯區和孚鎮重兆吳興塘村 聯系電話:0572-2263127
聯系人:朱英 手機:13757089685 qq:2841682599 郵箱:2841682599@qq.com 聯系人:宋秦歡 手機:18967242016 qq:576478180 郵箱:576478180@qq.com
備案號:浙ICP備17008742號-2
技術支持:杭州四喜